
为了改善模具加工中零件加工表面存在振纹、过切等表面上的质量不佳的问题。文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等伺服参数进行逐步调试和优化,并将优化结果应用于某模具样件加工试验,试验根据结果得出,优化后的伺服系统响应性能和机床的加工性能都有所提高。
数控机床是模具产品的生产载体,其伺服系统性能的好坏直接影响着模具产品的加工质量。一般在机床刚出厂时,厂家会给定一组能确保正常加工的参数值,但并不能发挥机床最佳的加工性能[1]。另一种情况是随着数字控制机床使用时间的增加,机床的机械性能发生了变化。此时与之相关的伺服参数也要随之做出调整,否则会引起机床机电不匹配,造成机床运行不稳,产生振动,使得零件加工表面存在振纹、过切等表面上的质量不佳的问题[2]。因此为了能够更好的保证模具产品的加工精度和表面上的质量,对数字控制机床伺服系统来进行优化显得尤为必要。
文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等参数进行逐步调试和优化,以获得良好的伺服动态性能和机械刚性,使数控机床处于稳定的工作状态,充分发挥最优加工性能,从而提升模具产品加工品质和精度。
数控机床伺服系统优化的目的,是为了更好地优化机械特性和电气特性之间的配合,以获得更高的伺服系统响应和机械刚性,从而获得更好的加工性能[2]。FANUC 伺服系统控制采用三环控制的方式,如图 1 所示[2-3]。

FANUC系统将伺服三环控制集成在NC的轴卡上,通过接收NC所发出的指令,经轴卡的三环处理后输出至放大器,驱动电机运行。最内环是电流控制,中间环是速度控制,最外环为位置控制。三环中,电流环是整个伺服系统控制的根本环节,作用是提高系统的快速性,限制最大电流,使系统有足够大的加速转矩。速度环是伺服控制的中间环节,作用是提高系统抗负载扰动能力,抑制速度波动。位置环是最外环,其作用是保证系统的静态精度和动态跟随性能[4]。三环中,电流环响应速度最快,其次是速度环,最后是位置环。若要提高位置环回路增益须先提高速度环回路增益,否则容易导致机床振荡,运行不稳。因此,伺服优化应遵循“由内而外”的原则,秉承先电流环、后速度环,最后位置环的先后顺序来优化。
伺服优化的实质是根据机床的频率响应曲线、圆弧测试图进行分析,合理调整伺服三环参数,尽可能使各轴精确的跟随移动指令和抑制干扰扭矩,即在一定的机械状态下确保伺服系统不会出现振荡,保证三环控制回路能够在高响应、高刚性下“和谐”工作[5-6]。
(1)提高伺服电机增益,抑制机床振动通过频率响应测试抑制机床共振点,提高机床增益,以匹配机床的机械刚性、提高电机的响应速度。
(2)循圆象限凸起抑制,调整加工精度通过观察机床圆弧象限测试进行调整,抑制伺服轴换向时的凸起,消除加工时的象限痕。
某加工中心使用 FANUC 0i-MF 系统加工模具产品试件,使用AICC功能,进给量为2000mm/min, 经加工后,零件加工表面有明显的振纹,存在过切,如图2所示。
(1)首先利用 SERVO GUIDE 软件测试机床 3 轴静态频率响应曲线,观察机床的机械性能。静态频率响应测试是 SER⁃VO GUIDE 调试中非常重要的一环,它波形的好坏反映了机床很重要的机械特性,它调整的好坏直接影响了后续圆弧部分的调整,以及机床运行的平稳和加工效果的好坏,在整个调试中具有非常重的分量。频率响应测试通过频率响应测量各轴的共振点,并用滤波器参数来抑制共振[5]。在满足波形要求,保证共振点被抑制的情况下,提高速度环路增益。以 X 轴测试为例,优化前频率响应图如图3所示。
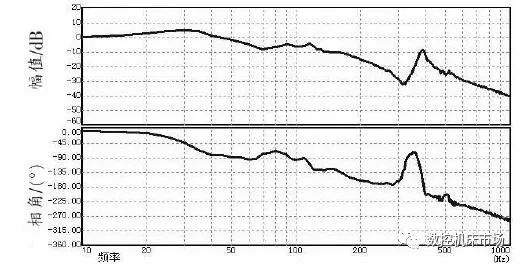
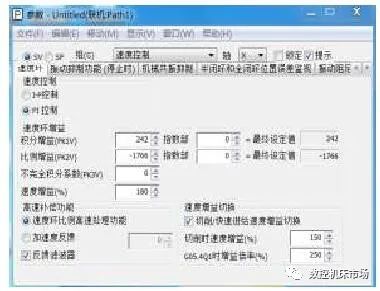
调试中主要以幅频特性曲线作为考察伺服特性的主要依据[5]。由图3 可知,幅频曲线HZ 范围内幅值低于 0d B,表示系统响应滞后。先检查电流环参数,发现“HRV+
控制有效”未选中,如图4所示。此功能是在HRV3基础上进行控制的,即HRV3+功能,可以实现电流环更高速响应和较高的速度增益设定。选中“HRV+控制有效”选项,再次测试频响曲线 X轴优化中频率响应波形
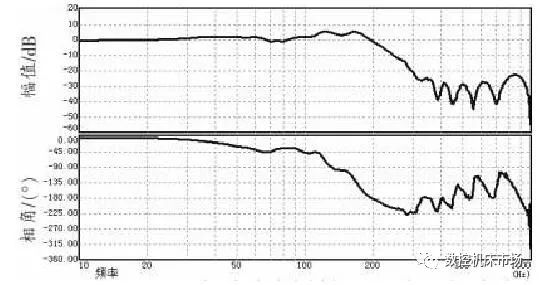
在使用了HRV+控制有效后,低频部分幅值基本接近0d B,系统响应滞后明显改善。但高频部分在 380h Z 左右仍存在明显的共振点。调试中逐步加入滤波器来抑制高频振荡。在使用 HRV 滤波器后机床高频共振被抑制,振荡现象明显减弱。机床消除振动的原则是在抑制掉高频振荡点后,确保机床平稳运行的状态下尽可能提高机床伺服系统速度增益[4]。经反复调试,最终将速度环增益由原来的 150 调整到最终的 180。优化前后的速度环参数设置如图6所示。
最终优化后X轴频响特性曲线所示。此时曲线d B,高频衰减区域的幅值低于-20d B。经优化后的机床机械特性已明显提高,既充分发挥了伺服的刚性余量,又保证了伺服轴的稳定运行。
(2)在合理优化了三轴伺服环增益,确保三轴在高刚性下稳定运行后。将 CMR(柔性齿轮比)扩大 10 倍(系统检测精度提升)。因为在机械性能较好的前提下,扩大CMR倍数能够改
善电流特性曲线,使得机床运行更加平稳,降低电流波动,对加工表面的光洁度一定的改善作用。
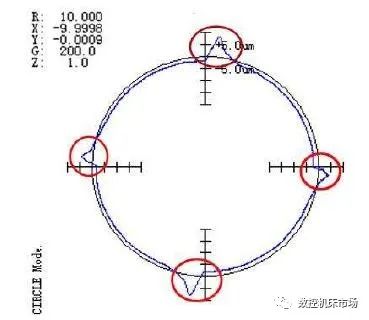
(3)经上述调试后,机床高频振动被抑制,伺服响应性能有所提高。再次加工,奔驰件试件表面振纹已明显改善,但加工试件上仍存在过切现象,需通过圆度测试进一步检测。以 XY
根据XY轴圆度测试图分析,四个象限均有凸起,Y轴两象限凸起接近 10um。这可能是造成工件加工爬坡过切的原因。在机床系统中,当反冲摩擦的影响较大时,在电机反转时,就会产生延迟,造成圆弧切削时的象限凸起。以Y轴为例,尝试对Y的象限凸起进行补偿,试着将背隙加速补偿参数调大,观察Y 轴象限凸起有所改善,经反复调试,将 Y 轴背隙加速补偿量(NO. 2048)由原来的 200 增加到 600,背隙加速有效时间(NO.2071)由原来的0增加到10。X轴背隙加速补偿量由原来的0增加到300,背隙加速有效时间由原来的0加到6。经优化后的XY轴圆弧图形如图9所示。四个象限凸起均被抑制在5um以内,明显改善。
完成上述步骤调试后,使用AICC功能,再次加工。由于高频振动得到抑制,象限凸起现象改善,使得机床运行平稳。最终加工效果刀路整齐,表面光滑无振纹,过切现象有所改善。加工后试件如图10所示。

经试验研究结果表明,通过 FANUC 伺服优化可有效解决模具加工中零件表面振纹和过切现象,改善模具产品表面加工品质和加工精度,提高数字控制机床的加工性能。在实际伺服优化过程中,由于各厂家机床本身机械的不同,装配的差异,其伺服参数调整会有些差异,即便是同一台机床不同时期因磨损使用程度的不同,其伺服优化也并不完全相同,但整个伺服优化的方法和流程大体一致。伺服优化是一项烦琐的工作,需反复调试,摸索总结,方能确定好的优化结果。
关键字:引用地址:伺服优化原理和优化方案设计上一篇:旋转变压器位置传感器旋变的主要结构和工作原理下一篇:PLC+变频器的电气控制系统主电路原理
伺服系统的接线驱动器面板介绍及功能说明 02安装示意图 03注意事项 04上位控制接线V差分接法,如下图 使用5V控制线当为集电极开路方式时,使用伺服驱动器内部 24V 电源 时: 共阳接法,比如:三菱 PLC 使用24V控制线共阴接法:比如: 西门子 PLC。 04刹车接线 抱闸是在伺服驱动器处于非运行状态时,防止 伺服电机 轴运动,使 电机 保持位置锁定。以使 机械 的运动部分不会因为自重或外力移动的机构。 05使能设置 接好线给 信号 不转的,大多都是没使能。可以试一下,通电后电机轴如果没锁住,可以自由转动,那一
的接线与调试 /
针对数控加工中复杂曲面的大数据量传输速度慢,造成通信竞争的缺陷,本文提出了在数控系统中的上位计算机与数控机床之间采用一种新的接口——USB接口来改造经济型数控机床的思想,并对相应的软硬件的改进进行了论证。文中指出了数控机床实现USB接口的方法,并给出了在Windows系统下的USB驱动程序。由于采用USB接口后数据的传输显著加快了,同时提高了经济型数控与PC相配置的灵活性和多样性,从而为经济型数控机床拓展了网络功能,解决了网络化制造中因传输速率慢而导致的数据通信竞争的问题。 一、问题的提出 随着网络时代的到来,机械制造行业也面临着如何适应网络化制造的问题。于是将计算机技术、网络技术和传统的控制技术相结合,以采用PC为主控制器的数
在汽车仪表板生产线 引言 以前的伺服驱动系统多以直流系统为主,这是因为直流电机调速比较方便,本身的机械特性较硬,但直流电机由于有电刷换向,不适用于防爆场合,且结构复杂,维修不便。近年来由于电子技术飞速发展,交流调速技术日趋成熟,其调速性能可与直流系统相媲美,并正逐步取代直流电机调速。 我公司的原系统为CANN0N公司独立研制,以STD总线CPU为核心的单片机组成的直流伺服控制系统。该系统抗干扰能力差,软硬件资料不详, 维修困难, 且备件价格贵, 采购周期长, 经常造成停机。因此我们采用西门子S7—300PLC及位控模块FM357、 SIM0DRIVE611A伺服驱动模块、1FK6伺服电机构成的数控系统对原系统进行了改造。 1 系统
运动控制在实际的工业现场中随处可见,也常听到大家提到运动控制;那什么叫运动控制?以及基本概念有哪些?下面我们为大家做简单的介绍 运动控制(MC)是自动化的一个分支,它使用通称为伺服机构的一些设备如液压泵,线性执行机或者是电机来控制机器的位置或速度。运动控制在机器人和数控机床的领域内的应用要比在专用机器中的应用更复杂,因为后者运动形式更简单,通常被称为通用运动控制(GMC)。运动控制被广泛应用在包装、印刷、纺织和装配工业中。 定位的基本概念:使指定对象按指定速度和轨迹运动到指定位置 运动控制需要有控制器(PLC)、驱动器、电机、机械等机械需要将位置和速度反馈给控制,形成一个闭环的控制;这样控制器就能知道机械的动态和位置信
讲解! /
将制造车间的数控设备与计算机联网构成DNC(DistributedNumericalContro1)系统,已成为实现CAD/CAM一体化及计算机辅助生产管理集成化迫切需要解决的核心技术之一。而通信网络的实现又是构建集成DNC系统的最关键的技术,它一般包括两个层次,上层是DNC主机与CAD/CAM/CAPP、 MRPII系统币睥间服务器的通信,下层是DNC主机与车间各种数控设备的通信数控机床联网的方法很多引,如串行通信方法口、MAP通信技术、现场总线、以太网等。这些通信方法虽然在一定程度上实现了数控机床的联网,但在应用中它们或多或少地存在一些不足。为了提高数控机床联网控制系统的可集成性和满足实时调度功能,笔者提出了基于工业以太网
网络控制系统 /
CNC 机床可提供用于切割各种零件的高性能水平,并且通常可以长期运行。 像任何机械一样,要确保您的 CNC 机器使用寿命更长并保持其准确性,必须定期提供服务。请继续阅读以了解如何保养 CNC 机床。 日常护理 尽管在需要时可以从相关公司购买 CNC 机床很容易,但是您可以通过精心维护来确保现有的 CNC 机床使用寿命更长。这意味着要进行定期检查。 需要日常例行维护程序,以确保不会因简单的错误(例如阻塞,空气供应不良以及无法补充润滑油)而降低生产率。 数控机床操作员的日常维护程序应包括: 检查液压油以确保它们处于正确的高度。 检查液压以确保其处于正确的水平。 检查压力是否在正确的操作水平上。 确保冷却系统的冷却单元处
引言 随着网络技术的发展,网络控制技术越来越引起大家的重视。网络控制系统是将计算机网络技术和自动化控制技术结合起来,从而实现网络控制。 网络控制系统集机床技术、控制技术、通信技术、检测技术、图像技术、计算机软件技术、网络技术等于一体,通过Internet/Intranet对机床进行远程监控,可以使机床具有更大的柔性和可控性。网络控制技术作为一种新兴技术,已经引起了许多科研单位的广泛关注 ,多种类型的网络控制技术正在得到研究和开发,有的基于Web通讯平台 ,有的利用Socket技术,还有的基于CORBA中间件技术等等,这必将给制造业的发展带来一场有意义的变革。 本文介绍笔者开发的数控机床的网络控制系统。该系统
摘要 :本文介绍了易驱变频器在数控机床上的应用,讨论了数控机床的控制系统和功能要求及易驱ED3800系列变频器的在数控机床上的优越性能。 关键词 :EASY DRIVE变频器数控机床 1 引言 数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比,是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有很重要的位置,几十年来一直受到世界各国的普遍重视,并得到了迅速的发展。主轴是车床构成中一个重要的部分,对于提高加工效率,扩大加工材料范围,提升加工质量都有着很重要的作用。经济型数控车床大多数是不能自动变速的,需要变速时,只能把机床停止,然后手动变速
信号完整性指南:实时测试、测量与设计仿线FTG的无感正弦波无刷电机驱动电路
嵌入式工程师AI挑战营(初阶):基于RV1106,动手部署手写数字识别落地
Microchip推出maXTouch®触摸屏控制器系列新产品,为触摸屏支付系统提供更多安全功能ATMXT2952TD 2 0触摸控制器系列提供加密验证和数据加 ...
美光率先量产面向客户端和数据中心的 200+ 层 QLC NAND 产品
美光 2500 SSD 采用业界领先的 QLC NAND,性能远超竞品...
消息称高通再战服务器芯片市场:台积电 N5P 工艺、80 核 Oryon 双路
4 月 26 日消息,根据国外科技媒体AndroidAuthority 报道,高通公司在发布骁龙 X Elite Plus 芯片之外,内部正在研发代号为“SD ...
安霸CV75S AI SoC 将视觉语言模型和视觉Transformer引入相机
安霸(Ambarella) 一直在扩展其 AI SoC 产品组合,最新是 CV75S 系列 5nm 芯片。 该公司声称,该系列推出了最具成本效益和能效的 ...
这几天,有媒体揭露了这背后的真相——高通在提供给OEM和媒体的Snapdragon X Plus Elite基准测试中作弊了。...
Green Hills µ-velOSity RTOS 和 ST 的 Stellar SR6 MCU紧密协同
龙芯预告下一代桌面端处理器 3B6600 与 3B7000:8 核,最高 3.5GHz

2021 TI Live! TECH EXCHANGE举行,围绕汽车、工业及电源
基于Keil C51 集成开发环境的仿线年我国智能机器人市场规模将接近千亿元
航盛与高通基于Snapdragon Ride Flex SoC发布新新一代墨子舱驾跨域融合平台
高通携手中国汽车生态伙伴亮相2024北京车展, 高阶智驾、舱驾融合成果瞩目
是德科技有奖直播:元宇宙测试系列研讨会之VR/AR 数字接口测试的挑战
免费送:英国Aim TTi 最新数字信号发生器和热销电流探头【社区重磅福利】
Maxim 利用nanoPower创新技术,致力于降低系统的静态功耗 看视频答题赢好礼! 还有免费开发板等你拿
手机版站点相关:嵌入式处理器嵌入式操作系统开发相关FPGA/DSP总线与接口数据处理
